


La introducción de nuevas tecnologías dentro de las explotaciones porcinas es una realidad que con más o menos dificultades va calando entre propietarios y personal de granja.
Se presta mucha atención y dedicación a aspectos tan importantes como:
![]()

![]()
![]()
![]()
|
El componente bioseguridad dentro del modelo de producción porcina es fundamental para minimizar el impacto que las enfermedades infectocontagiosas puedan llegar a tener sobre la salud y productividad de los animales. |
La capacidad demostrada de algunos agentes infecciosos de ser transportados vía aerógena ha propiciado el desarrollo de sistemas de control ambiental donde la filtración de aire es un elemento esencial para prevenir la entrada de dichos agentes al interior de las instalaciones.
Utilizando el virus PRRS como modelo patógeno se puede establecer una escala de mayor a menor riesgo de transmisión o contaminación de las explotaciones:
![]()
![]()
Vale la pena mencionar que, en el verano, la transmisión por moscas (dentro de vehículos o de otras granjas) incrementa significativamente el potencial de transmisión del virus, como bien lo demostró Otake et, col. hace ya varios años.
|
Evidentemente la bioseguridad en el transporte no solo hace referencia al PRRS. Otros agentes patógenos, tanto víricos como bacterianos, pueden ser transmitidos. Véase el caso de los virus de diarrea epidémica porcina (DEP), gastroenteritis transmisible (GET) o Brachispira sp, Salmonella sp, etc. |
Los posibles fallos en la desinfección del transporte se pueden deber a múltiples causas, entre ellas:
1. Dificultad inherente al lavado y desinfección de camiones de pisos múltiples.
2. Incumplimiento de protocolos de tiempos de lavado y desinfección.
3. Falta de auditorías de control del proceso.
4. Desinfectantes que se diluyen al aplicarlos sobre el agua del lavado.
5. Cepas resistentes a los desinfectantes (ej. Salmonella).
6. Camiones que salen mojados del centro de lavado (El secado es parte medular del proceso de descontaminación).
7. Acúmulos de agua residual post lavado en los pisos (“efecto piscina” en camiones con los pisos vencidos).
8. Tiempo de contacto demasiado corto para la eliminación completa de patógenos.

Ningún proceso de descontaminación vehicular es perfecto, y no se puede esperar que un camión llegue “estéril” a una granja, por lo tanto, el problema debe manejarse por niveles de riesgo.
![]()

CLAVES DEL ÉXITO DE LOS PROGRAMAS DE DESCONTAMINACIÓN VEHICULAR TECNOLÓGICO
a. Eliminar/reducir el “error humano” del proceso.
b. Que el uso continuo del sistema no dañe las partes vulnerables del camión.
c. Utilizar tecnologías que no permitan desarrollar resistencia bacteriana/viral.
d. Lograr que el proceso sea electrónicamente certificable, evitando la opción de manipulación de los datos.
e. Asegurar que el proceso de descontaminación vehicular posterior al lavado sea tan rápido como el lavado.
f. Que el proceso permita que el vehículo salga totalmente seco de la unidad de descontaminación.
g. Que el proceso genere un documento electrónico disponible tanto para el granjero receptor del camión como para un cetro de control de logística de la empresa.
h. Que el sistema tenga menor impacto medio ambiental que los sistemas con uso de desinfectantes químicos.
i. El proceso térmico elimina también las moscas y sus larvas, que han sido implicadas en la transmisión de PRRS y PED.
j. Reducir de manera muy significativa, de días a horas, los periodos de inactividad de los camiones entre transportes, siendo este aspecto relevante en los transportes de animales destinados a la reproducción.
LA TERMO-DESCONTAMINACIÓN COMBINADA COMO HERRAMIENTA TECNOLÓGICA
Varios han sido los autores que han publicado trabajos científicos donde documentaron mediante la secuenciación del genoma del PRRS que este se movía con el transporte de cerdos con mucha más facilidad que por la vía aerógena, incluso en granjas próximas entre sí.
El equipo científico de la Universidad de Minnesota (C. Pijoan, M. Torremorell, S. Dee, Otake, etc.), en conjunto con la empresa PIC, entendieron que los fallos de la desinfección química tradicional eran mayores a lo que se creía, lo que llevó a desarrollar el concepto de la termo-descontaminación vehicular como nueva estrategia para reducir la transmisión viral por esta vía.
|
Sin embargo, años después se constató que la tecnología propuesta se fue implementando de forma mucho más lenta de lo esperado, en parte, porque la “cocción completa” de los camiones era rechazada por los propietarios de los vehículos, alegando que el “daño térmico” reducía la vida útil de algunos de los componentes del camión (gomas, plásticos, cables, etc.). |
Así surge la idea de evolucionar la termo-descontaminación combinada, que consiste en “cocinar” a 70ºC (o más, según se parametrice) la zona más contaminada del camión, léase la caja, mientras que los bajos se calientan a 50-55 ºC, pero se refuerza con un aerosol de desinfectante, y la cabina, solo se desinfecta químicamente. De esta forma, el proceso se hace más rápido, y se reduce significativamente el daño térmico al camión. Por lo tanto, es importante evaluar la factibilidad de dividir el proceso de descontaminación vehicular en 2 etapas diferenciadas. Por un lado, el lavado (donde se producen aguas con carga fecal y jabones) y una segunda etapa que consiste de una unidad de termo descontaminación donde se utilizan los desinfectantes, pero en bajo volumen, por lo que, no hay aguas residuales, reduciendo así el impacto ambiental del proceso.
![]()

El desarrollo del concepto de termo-descontaminación combinada, llevo al desarrollo del DrySist, el primer sistema de su tipo.
Validado por el IRTA, en cuanto a su capacidad de distribuir uniformemente la temperatura en toda la caja del camión a temperaturas letales para los patógenos relevantes, y aprobado por un real decreto como alternativa a la desinfección química, el DrySist es un sistema que ofrece seguridad y confiabilidad e inocuidad para el camión y carrocería.
![]()
Otra de las mejoras implícitas al sistema de separar el lavado de la termo-descontaminación, es que se utiliza personal distinto o con un protocolo de cambio de ropa y botas previa, evitando así la contaminación cruzada, que puede suceder con las botas del operario que lava (alta carga fecal) y luego desinfecta
| El operario que descontamina interacciona con una interfase sencilla de operación que, una vez parametrizada, no puede ser adulterada, dado que el equipo genera un certificado electrónico de cada proceso. |


INTEGRANDO UN SISTEMA DE TERMO DESCONTAMINACIÓN AL PROGRAMA DE BIOSEGURIDAD Y LOGÍSTICA DE UNA EMPRESA
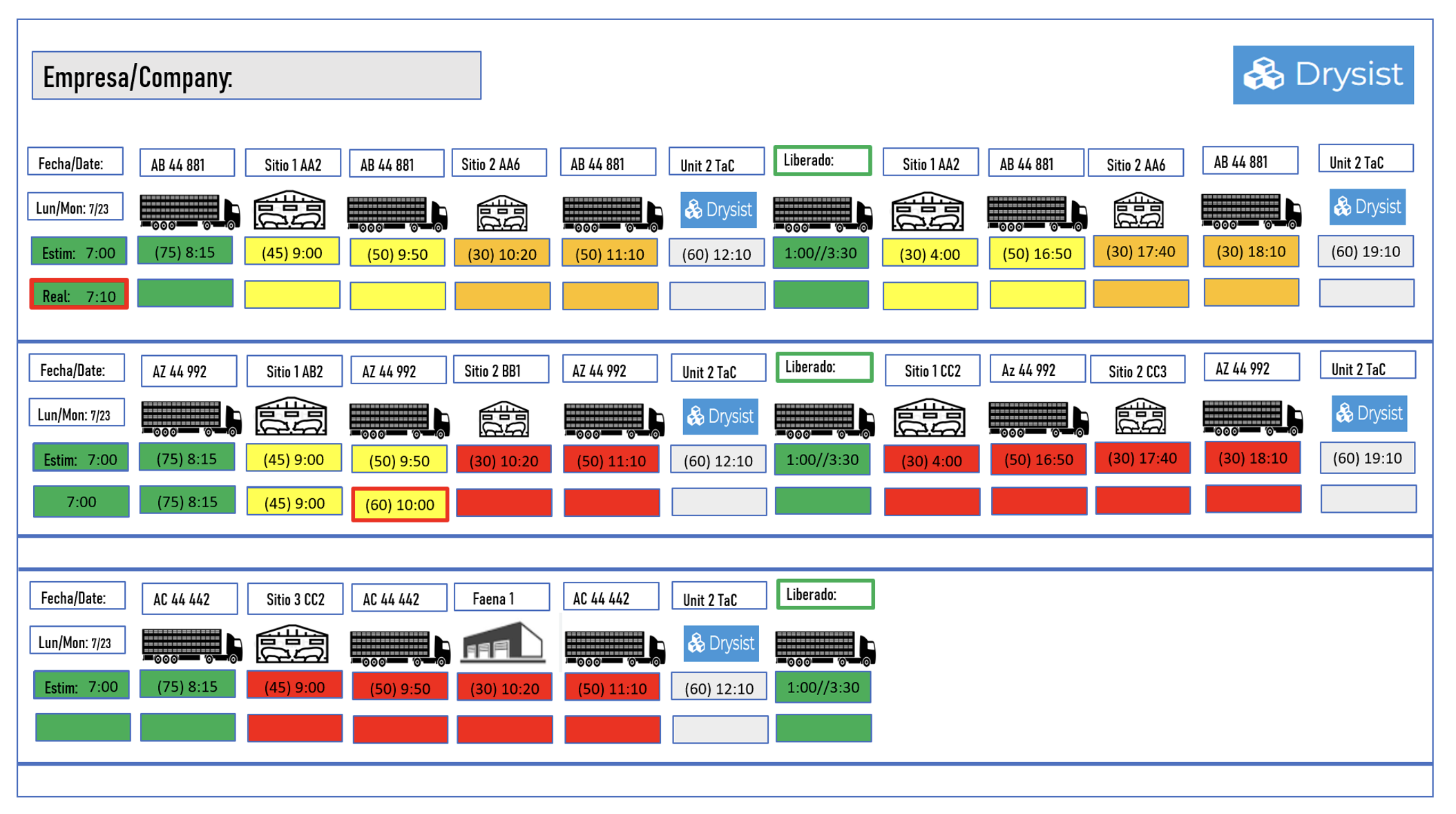
Como se mencionó antes, una de las mayores ventajas del sistema, además de utilizar el calor, es la trazabilidad electrónica del proceso y especialmente cuando la integramos a un programa de bioseguridad de la logística de la empresa.
A modo de ejemplo, en el cuadro de abajo se representa una interfase demostrativa que se ofreció a una empresa del sector en México. Como se puede ver en el cuadro, el software permite integrar el itinerario proyectado de un vehículo, en su recorrido diario, mostrando las granjas ranqueadas por nivel sanitario, integrando los tiempos estimados de cada proceso y comparándolos con el recorrido real, incluso, con alarmas (si así se desea) cuando el camión se desvía del tiempo proyectado. A este sistema incluso se le podría integrar la localización por GPS y recorridos de cada unidad.

EJEMPLOS DE UNIDADES DE TERMO DESCONTAMINACIÓN DRYSIST
Con mas de 23.000 desinfecciones realizadas solo en esta unidad situada en Tauste, España, este sistema ha demostrado no solo ser inocuo para los camiones, sino que también robusto y muy confiable.


COSTO OPERATIVO DEL SISTEMA
Si consideramos camiones que transportan 220 cerdos, el costo por cerdo transportado del tratamiento en España (y esto dependerá del precio del Gas o Gasoil utilizado) estará entre los 0,18-0,20 euros por cerdo transportado.
![]()
|
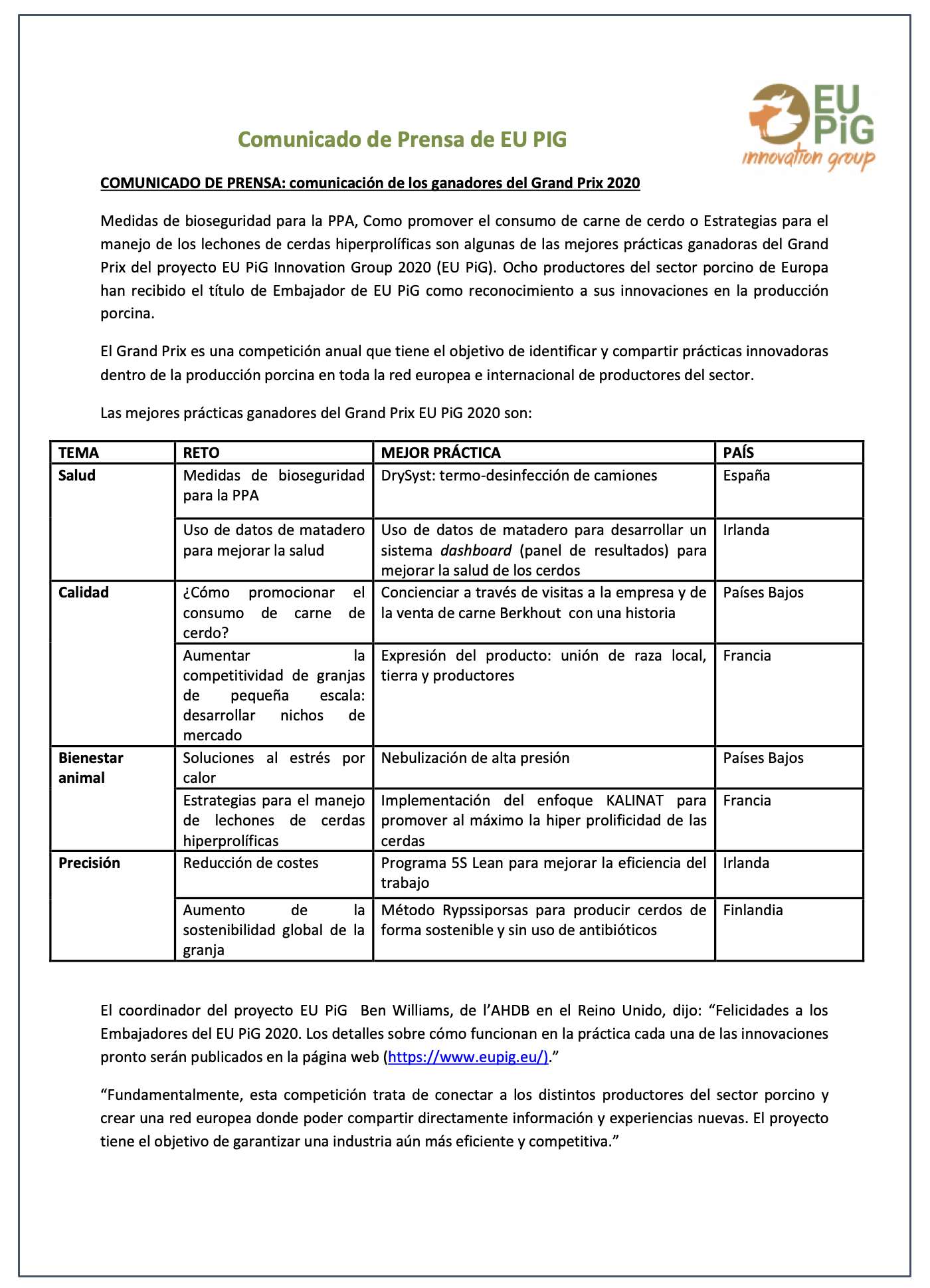
A modo de resumen final, la termo-descontaminación asistida (DrySist) es una herramienta validada por el gobierno que, en el 2020, ganó el reconocimiento de EU Pig Innovation Group por innovación del año.
|

BIBLIOGRAFÍA:
Bigras-Poulin, M., Barfod, K., Mortensen, S., & Greiner, M. (2007). Relationship of trade patterns of the Danish swine industry animal movements network to potential disease spread. Preventive Veterinary Medicine, 80(2-3), 143-165. doi: 10.1016/j.prevetmed.2007.02.004
Bloemraad, M., Dekluijver, E. P., Petersen, A., Burkhardt, G. E., & Wensvoort, G. (1994). Porcine reproductive and respiratory syndrome – temperature and ph stability of lelystad virus and its survival in tissue specimens from viremic pigs. Veterinary Microbiology, 42(4), 361-371. doi: 10.1016/03781135(94)90067-1
Chen, Z., & Jiang, X. (2017). Selection of indigenous indicator microorganisms for validating desiccation-adapted Salmonella reduction in physically heat-treated poultry litter. Journal of Applied Microbiology, 122(6), 1558-1569. doi: 10.1111/jam.13464
Dee, S., Deen, J., Burns, D., Douthit, G., & Pijoan, C. (2004). An assessment of sanitation protocols for commercial transport vehicles contaminated with porcine reproductive and respiratory syndrome virus. Canadian Journal of Veterinary Research-Revue Canadienne De Recherche Veterinaire, 68(3), 208-214.
Dee, S., Deen, J., Burns, D., Douthit, G., & Pijoan, C. (2005). An evaluation of disinfectants for the sanitation of porcine reproductive and respiratory syndrome virus-contaminated transport vehicles at cold temperatures. Canadian Journal of Veterinary Research-Revue Canadienne De Recherche Veterinaire, 69(1), 64-70.
S, Torremorell M, Thompson R, et al. Evaluation of the thermo-assited drying and decontamination system for sanitationvof a full-size trnasport vehicle contaminated with porcine reproductive and respiratory syndrome virus. J. Swine Health Prod. 2007, 15 (1) 12-18.